



文字再美,也抵不过视频中的钢结构铝青铜C95400当日价格产品真实呈现,赶快点击观看吧!
以下是:钢结构铝青铜C95400当日价格的图文介绍
阔恒兴旺国际贸易有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 广东惠州T2纯铜条产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
阔恒兴旺国际贸易有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


干作业施工,减少废弃物对环境造成的污染,房屋钢结构材料可回收,其他配套材料也可大部分回收,符合当前环保意识;所有材料为绿色建材,满足生态环境要求,有利于。
舒适性
轻钢墙体采用节能体系,具有呼吸功能,可调节室内空气干湿度;屋顶具有通风功能,可以使屋内部上空形成流动的空气间,保证屋顶内部的通风及散热需求。
快捷
全部干作业施工,不受环境季节影响。一栋300平方米左右的建筑,只需5个工人30个工作日可以完成从地基到装修的全过程。
环保
材料可回收,真正做到绿色无污染。
节能
全部采用节能墙体,保温、隔热、隔音效果好,可达到50%的节能标准。
钢结构也是有损坏的时候,我们要即时发现即时解决问题,钢结构网介绍钢结构损坏的主要因素有:
1)由荷载变化,超期服役,规范和规程改变导致结构承载力不足;
2)构件由于各种意外产生变形、扭曲、伤残、凹陷等,致使构件截面削弱,杆件翘曲,连接开裂等;
3)温差作用下引起构件或连接变形、开裂和翘曲;
4)由于化学物质的侵蚀而产生腐蚀以及电化学腐蚀致使钢结构构件截面削弱;
5)其它包括设计、生产、施工中的失误及服役期中的违规使用和操作等。
舒适性
轻钢墙体采用节能体系,具有呼吸功能,可调节室内空气干湿度;屋顶具有通风功能,可以使屋内部上空形成流动的空气间,保证屋顶内部的通风及散热需求。
快捷
全部干作业施工,不受环境季节影响。一栋300平方米左右的建筑,只需5个工人30个工作日可以完成从地基到装修的全过程。
环保
材料可回收,真正做到绿色无污染。
节能
全部采用节能墙体,保温、隔热、隔音效果好,可达到50%的节能标准。
钢结构也是有损坏的时候,我们要即时发现即时解决问题,钢结构网介绍钢结构损坏的主要因素有:
1)由荷载变化,超期服役,规范和规程改变导致结构承载力不足;
2)构件由于各种意外产生变形、扭曲、伤残、凹陷等,致使构件截面削弱,杆件翘曲,连接开裂等;
3)温差作用下引起构件或连接变形、开裂和翘曲;
4)由于化学物质的侵蚀而产生腐蚀以及电化学腐蚀致使钢结构构件截面削弱;
5)其它包括设计、生产、施工中的失误及服役期中的违规使用和操作等。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
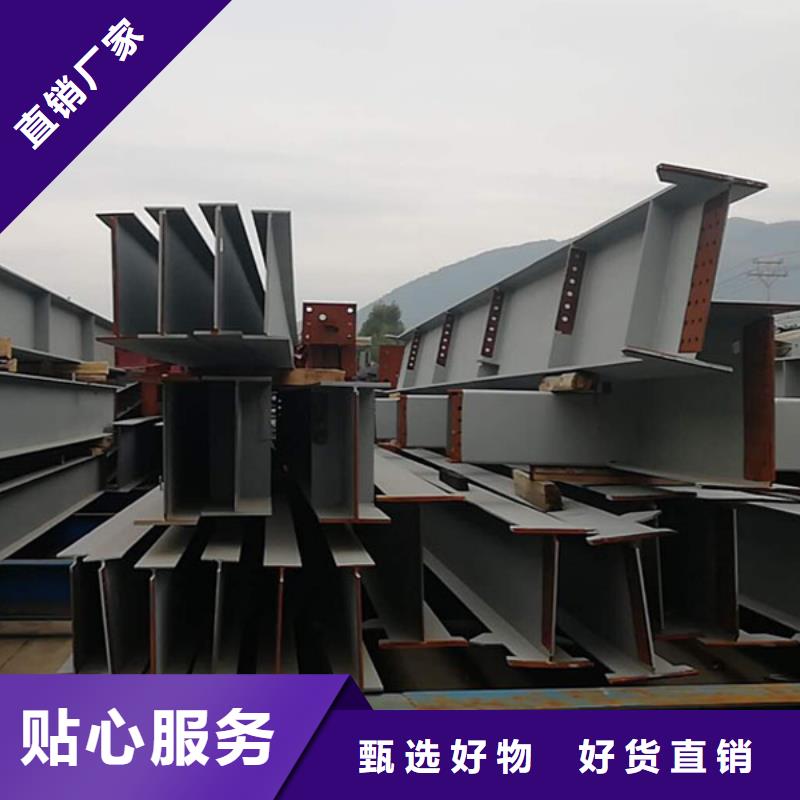
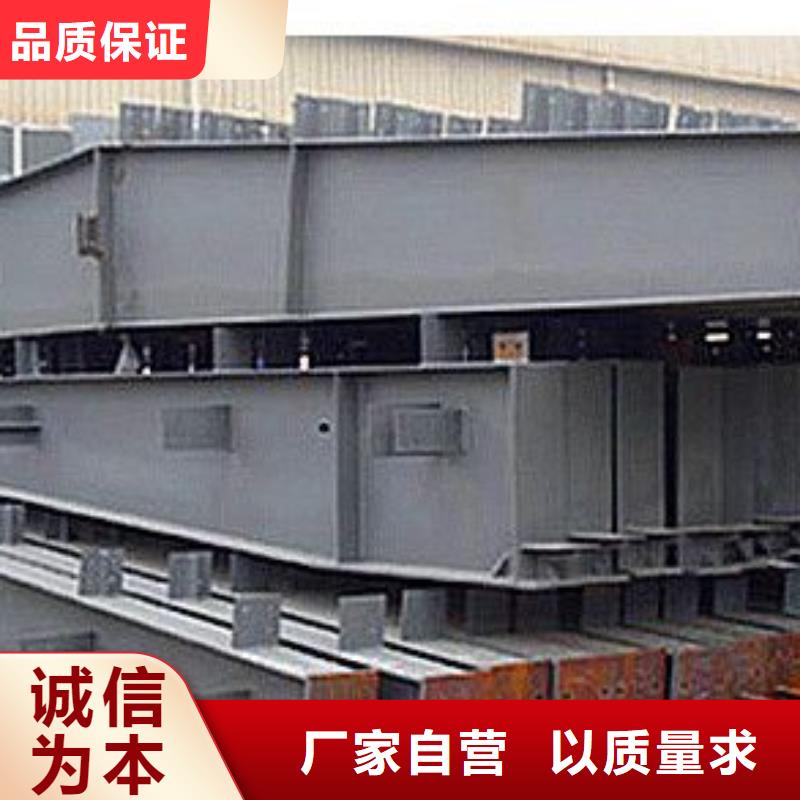
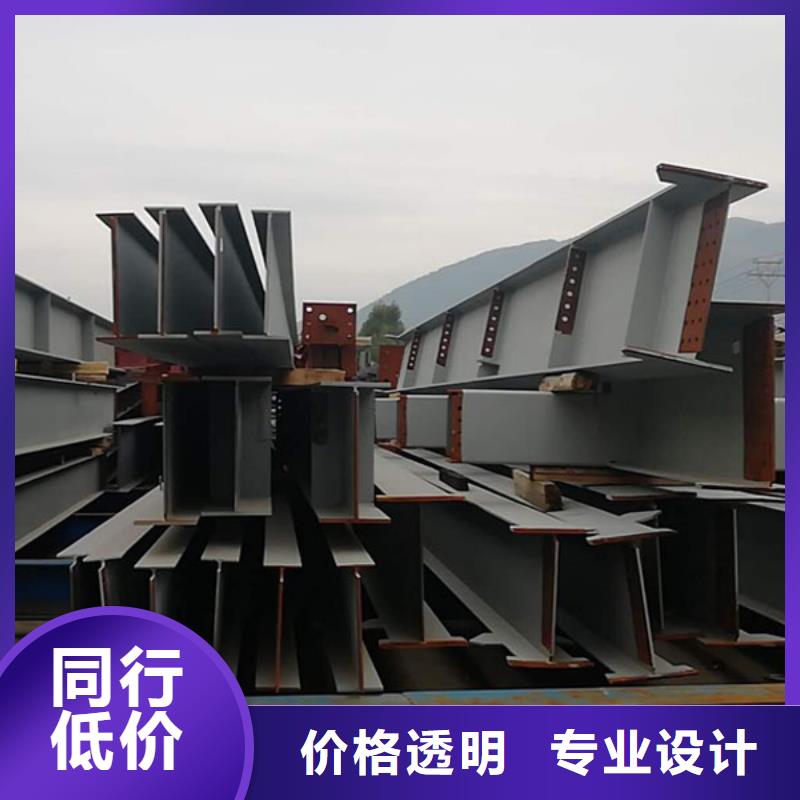
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



